熱門關鍵詞:焊管,焊接鋼管,焊管廠,Q345B焊管,Q235B焊管,Q355B焊管,低合金焊管,冷軋焊管-小口徑焊管無錫焊管廠,無錫焊管廠家,焊管廠家
189 0152 2222
0510-83076068
固一話:0510-83076068 賀部長
固二話:0510-83076658 孫經理
固三話:0510-83079997 李經理
固四話:0510-83079993 賀經理
固五話:0510-83079994 高經理
傳真:0510-83079997
手機:189 0152 2222(總經理)
手機:133 3878 6068賀部長( 廠長)
手機:133 8220 6068孫經理(開單處)
手機:133 7366 1878高經理(倉庫)
上網洽談工具:QQ 473334606
郵箱:473334606@qq.com
地址:無錫市-惠山區-錢橋鎮-(西章工業園-惠澄大道77號)百利源鋼管廠
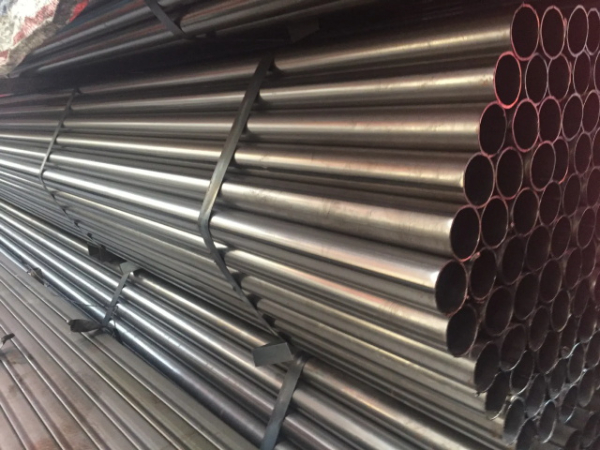
Q355B焊管的焊接工藝是一個復雜而精細的過程,涉及多個關鍵步驟和參數控制。以下是對Q355B焊管焊接工藝的詳細解析:
一、焊接前準備
材料選擇:
確保選用的Q355B焊管材質符合相關標準和要求。
選擇與Q355B鋼材相匹配的焊接材料,如常用的E5015或E5016電極,以確保焊縫的性能。

表面處理:
清除焊管表面的油污、銹蝕、氧化皮等雜質,以保證焊接質量。
對于鍍鋅Q355B焊管,還需去除焊接部位及其附近一定范圍內的鍍鋅層,以避免焊接過程中產生氣孔、夾渣等缺陷。
設備檢查:
檢查焊接設備(如手工電弧焊機)是否處于良好狀態,確保能夠正常工作。
準備好所需的焊接輔助工具,如焊鉗、焊條保溫筒等。
二、焊接參數設置
焊接電流:
根據焊接材料和板厚選擇合適的焊接電流,一般在90-150A之間。電流過大會導致燒穿、焊縫成形不良,電流過小則可能造成未焊透。
焊接電壓:
根據電流和焊接速度調節焊接電壓,保證焊縫均勻且不產生太多飛濺。
焊接速度:
控制焊接速度,使焊縫形成均勻的滲透和結構。焊接速度過快或過慢都會影響焊縫的質量。
焊接間隙與角度:
確保焊接間隙適當,一般為0.5-1.5mm。間隙過小會導致焊縫不充分,間隙過大會影響焊接質量。
焊條與工件的夾角一般為70-80度,以保證焊縫充分填充。
三、焊接操作
預熱:
對于厚壁焊管或環境溫度較低時,可能需要進行預熱以減少焊接應力和裂紋的產生。
焊接方法:
常用的焊接方法有手工電弧焊、氣體保護焊等。選擇合適的焊接方法根據具體情況而定。
在焊接過程中,要保持焊接電弧穩定,焊道之間應有適當的重疊以避免漏焊。
焊接順序:
對于多道焊或多層焊的焊管,應合理安排焊接順序以減少焊接變形和應力集中。
四、焊后處理
焊縫檢查:
焊接完成后,應對焊縫進行外觀檢查,確保焊縫表面無裂紋、氣孔、夾渣等缺陷。
如有必要,可進行無損檢測(如射線探傷、超聲波探傷)以進一步確認焊縫內部質量。
防腐處理:
對于去除鍍鋅層的焊接部位及周邊區域,應進行防腐處理以恢復其防腐性能。常用的方法有涂刷防腐漆或進行補鋅處理。
熱處理:
根據需要,可能需要對焊管進行熱處理以消除焊接應力和優化金屬組織。但需要注意的是,Q355B焊管的可焊性較好,通常不需要焊前熱處理。
綜上所述,Q355B焊管的焊接工藝涉及多個環節和參數控制,需要焊工具備豐富的經驗和專業知識。通過嚴格的焊接前準備、合理的焊接參數設置、精細的焊接操作和必要的焊后處理,可以確保Q355B焊管的焊接質量符合相關標準和要求。
固一話:0510-83076068 賀部長(賀慶鎮)主管 固二話:0510-83076658 孫經理 固三話:0510-83079997 李經理
固四話:0510-83079993 賀經理 固五話:0510-83079994 高經理 傳真:0510-83079997 自動寫賀經理收
手機:189 0152 2222 (總經理) 手機:133 3878 6068 賀部長( 廠長) 手機:133 8220 6068 孫經理(開單處) 手機:13373661878 高經理(倉庫)
地址:無錫市-惠山區-錢橋鎮-(西章工業園-惠澄大道77號)百利源鋼管廠
無錫百利源鋼管有限公司 版權所有 管理
更多標簽:Q345B焊管 (126)焊管 (120)低合金焊管 (112)焊接鋼管 (103)Q235B焊管 (96)焊管廠 (85)焊管廠家 (75)焊接鋼管廠 (67)低合金焊管廠家 (33)Q235B焊接鋼管 (33) 更多